
作品名稱:智能全自動多功能鉆孔倒角攻牙機
學校名稱:廣州科技職業技術大學
參賽隊伍:廣科木棉
參賽學生:謝火紅 陳嘉敏 莫燁超
指導老師:黃雪梅 鄧汝榮
一、開發背景
圓管及軸類零件是機械零件中常見的典型零件之一,它在機械中主要用于支承諸如齒輪、帶輪、凸輪等機械零件以承受載荷和傳遞轉矩,以及作連接桿用。
圓管及軸類零件的材料一般低碳鋼和調質鋼,也可以為銅合金、鋁合金,由于安裝、使用上的要求,通常都需要在其端面加工攻螺紋孔(攻牙)。而螺孔的加工要經過鉆孔、倒角和最后攻牙的工序過程。如圖1所示。
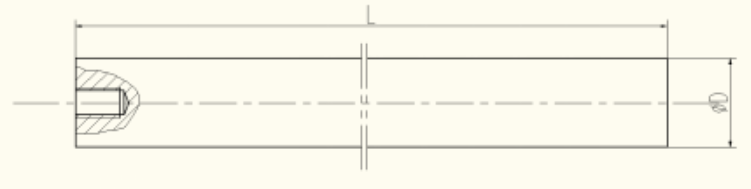
圖1 軸類零件端面螺紋孔結構示意圖
在圓管及軸類零件的端面加工螺紋孔并不是件難事,通常在車床上或專用機床上進行就能完成,一般的操作流程是裝夾工件后先鉆出螺紋的底孔然后進行倒角、攻牙,如利用車床的尾架裝夾鉆頭及攻牙用的絲錐,在鉆孔及攻牙工序轉換間鉆頭與絲錐也要轉換裝夾,這樣的流程使得工件與工具的裝夾占用了大部分工序時間,即使在現在具有CNC機床的條件下,也免不了工件的一件一件的裝夾,當然也可以利用鉆床先鉆孔后再人工進行攻牙,這對于小批量生產是適用的,但當產品批量巨大時,這樣的生產模式是要求的機床與人員數量都將劇增,這樣會導致投資及生產成本的上升,因此,這樣的生產模式無法滿足市場需量的要求的。為了適應當前市場的發展,為解決企業人用工問題、提高生產效率、降低成本,本作品專門針對圓管及軸類零件端面需要鉆孔、倒角、攻牙或鏜孔而設計一臺多功能自動化加工設備。
本作品涉及的這臺自動化這設備包括4個主要單元結構,可最快在4秒內則可完成由坯料到成品的加工,可實現外徑范圍為5-80mm、長度范圍為50-300mm的軸類產品端面鉆孔、倒角及攻牙范圍為M4-M20,從而大大提高生產效率,降低人工及場地等成本。
隨著經濟的快速發展,我國已步入知識經濟時代,制造業企業已經開始注重應用智能科技來提高勞動力效率、增加經濟效益。特別是近年來,制造業企業為解決“招工難、用工貴”的問題,研發、推廣了多種現代化、自動化的設備及工業機器人,希望通過“機器換人”來提升傳統產業,推動技術紅利替代人口紅利。目前,已有越來越多的制造業企業開始實施“機器換人”工程,這對促進產業結構的優化具有重要作用,同時也為傳統制造業企業的轉型升級提供了有效的解決方案。
本作品就是在這樣的背景下,為解決企業人用工問題、提高生產效率、降低成本而設計、發明專門針對圓管及軸類零件大批量生產條件下端面需要倒角攻牙加工的一臺多功能自動化生產設備,可實現在一臺設備上完成自動送料、卸料及鉆孔、倒角、攻牙及鏜孔等功能,并具有這些加工功能的多種組合及自動檢測與找正等性能。
二、結構說明
1.總體結構
本案的全自動鉆孔倒角攻牙機的總體結構如圖2所示。

1-工作機構;2-接料送料機構;3-側面支架板;4-工件夾緊機構;5-出料槽;6-工作臺及電氣控制柜
圖2 全自動鉆孔倒角攻牙機機總成
本作品稱為“智能全自動多功能鉆孔倒角攻牙機”,是指機器
具有鉆孔、攻牙及倒角三種功能,并具有這些加工功能的多種組合及智能識別、自動檢測與找正等性能,且能同時完成兩種功能組合:鉆孔+攻牙;鉆孔+倒角;倒角(圓管)+攻牙;鉆孔+攻牙。這是因為本案采用的雙軸動力器,根據要求,在雙軸夾頭上安裝相應的刀具就可以實現所述的功能組合,當要實現功能組合時,只需通過調整步距就可以,當要實現單一的鉆孔或倒角、攻牙時,調整步距則可以實現一次送進同時加工兩件產品。
2.工作原理
軸類工件通過儲料槽進入到接料送料機構的接料架上,接料送料機構的上升氣缸上行托舉推動與其連接的送料架接取接料架上的工件,然后接料送料機構的往前送料氣缸根據設定的步距推動接料架前行,此時工件到達工件夾緊機構的位置,接料送料機構的上升氣缸下行回程復位,工件落在夾緊機構的下端的V槽里,夾緊機構上的氣缸下行夾緊工件,工作機構上的雙軸動力機構前行進行加工,同時接料送料機構的往前送料氣缸也回程復位,雙軸動力機構完成加工后,后退回程復位,一次的加工工作行程完成。并開始下一個加工的周期,周而復始。當下一個加工開始時,在接料送料機構的往前送料氣缸再次推動接料架前行時,上一次加工好的工件將因支承板的長度限制而掉落至出料槽滑落到盛裝的容器里。依次類推,在接料架上的其他待加工工件都落在帶V形槽的支承板上,依次排放。
三、本作品的功能及使用說明
1.作品的功能
(1)作品針對的是圓管進行雙頭倒角或攻牙,可以根據產品
尺寸規格(長度與外徑)進行調整,適應的范圍較廣,外徑范圍為
5-80mm、長度范圍可以為50-500mm及攻牙范圍為M4-M20。可適用的
材料范圍廣,包括鋼材、鋁合金及銅合金、工程塑料等。
(2)加工時間為4秒,效率高。
(3)加工精度可達倒角偏心誤差小于0.03mm、同心度誤差小于0.03mm。
(4)可實現鉆孔、攻牙、倒角及粗鏜四種功能,且能同時完成多種功能組合:鉆孔+攻牙+倒角;鉆孔+倒角;倒角(圓管)+攻牙;鉆孔+攻牙;鉆孔+鏜孔。可實現對工件的單面加工和雙頭同時加工;若是圓管零件,則可省去鉆孔工序。
2.使用說明
(1)本作品使用三相交流電。
(2)根據圓管坯料的尺寸調整送料軌道寬度、調整抓取固定機構、調整倒角攻牙機構的行程與限位,試加工若干件,確認無誤后進行正式生產。
(3)首先往儲料振動盤加入圓管坯料,圓管通過儲料振動盤由無序的狀態變成規范的位置進入到送料機構的滑槽里,經過滑槽到達推料機構托板上,推料機構將毛坯送到抓取固定機構,而抓取固定機構將毛坯固定牢靠后,倒角攻牙機構進行加工,加工完后倒角攻牙機構松開,成品自動落入出料槽進入周轉箱。整個過程全部采用PLC控制技術和紅外傳感探測技術。當每個單元出現漏空現象均
會發出報警,此時設備自動停止動作等待檢查。
(4)當出現故障報警后,應切斷電源進行檢查和維修。


