.JPG?x-oss-process=image/resize,w_400)
作品名稱:夾子自動組裝機
學校名稱:廣州科技職業技術大學
參賽隊伍:廣科紅葉
參賽學生:黎鳳美 李佳佳 蕭念恩
指導老師:鄖鵬 鄧汝榮
一、開發背景
夾子是我們生活中極為常見的日用品,是一種小商品,隨處可見,夾在衣架上,不讓風把晾曬好的衣服吹跑;夾住頭發,不讓劉海垂下來;夾在書里,當書簽用;也可以夾在耳朵上,當耳環;等等。由此可見,夾子的市場需求與用量大。無論夾子的材料是木材、竹材、塑料或金屬等,都必須借助彈簧來實現其張合的功能,才能夾住目標。但夾子的組裝,目前很多企業仍然依靠傳統的手工生產模式或人工輔助下的半機械化、半自動化模式,顯然,用手工生產夾子的勞動成本會使產品價格過高,這與日用小商品價格不高的特點將形成供需突出的矛盾,就會制約市場的供應。因此,這種傳統生產模式的工作量大、效率低和成本高,而且人工按壓彈簧也會增加了勞動強度,這在當今市場競爭激烈和各種成本因素日趨上漲的環境下,是不能適應市場供應需求的;特別是近年來,“招工難”、“用工貴”背后凸顯的中國制造業“人口紅利”弱化的殘酷現實,勞動力供求關系正從過去的“買方市場”逐步轉為“賣方市場”,結構性短缺問題日益顯現。因此,開發針對日用品的自動化生產設備,將有重大的現實意義,將有廣闊的市場前景和巨大的市場空間。據調查,在這樣的社會背景和市場環境下,近年來也有企業開發針對夾子組裝的自動化專用設備,但在現有已知的夾子自動組裝機中,夾子的裝配是一步步進行的,要借助轉盤來實現,結構比較復雜。即先通過氣缸驅動,夾片安裝機構將夾片安裝在夾座中,然后轉盤轉動一個工位,再通過氣缸驅動,將彈簧安裝在位于夾座中的夾子上,然后通過氣缸驅動,將銷軸安裝在夾子上,最后通過氣缸驅動,壓鉚釘機構對銷軸的兩端進行壓制。該過程中,氣缸的驅動是依次進行的,即一個氣缸完成一個驅動動作,才能帶動下一個氣缸進行下一個驅動動作,而氣缸完成一個驅動動作需要一定的時間,所有的氣缸依次完成驅動動作需要大量的時間,造成了夾子裝配機結構復雜及故障率高和裝配效率低。
本作品就是在這樣的社會背景和市場環境下,針對夾子的組裝發明一臺專用組裝機,解決企業的用工問題、提高生產效率從而降低企業的成本。本作品涉及的夾子組裝機,結構緊湊簡單,操作與維修容易,通過三個工作單元連續自動的工作就可實現夾子的組裝,且產品合格率高,更加避免了彈簧卡扣不牢固導致的夾子松動分離現象。
二、結構說明
目前的夾子一般是由凸柱夾臂1、凹孔夾臂2兩個夾臂與一個彈簧3
組成,如圖1所示。兩個夾臂由于凸柱夾臂1有圓柱凸臺相當于傳統
的轉軸而凹孔夾臂2有圓形凹孔,所以當兩個夾臂連接在一起就可
以實現轉動的功能,彈簧的作用是實現夾子的閉合自鎖。夾
子的裝配程序是,兩個夾臂先壓接在一起,然后插入彈簧。本作品
就是依照這個裝配思路進行整個裝配機的設計。
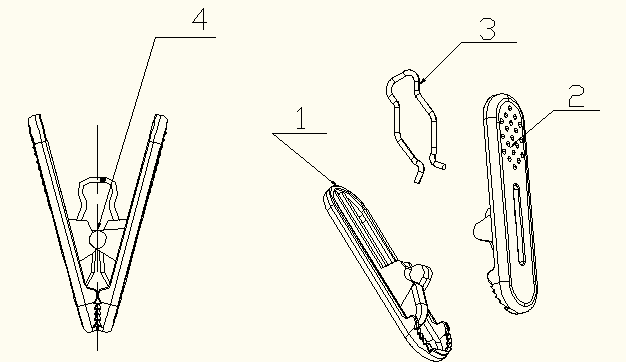
1-凸柱夾臂;2-凹孔夾臂;3-彈簧;4-夾子總成
圖1 夾子總成圖
1、組裝機組成
組裝機的組成如圖2所示。
組裝機主要由儲料分揀機構、夾臂定位推送壓接機構、彈簧按壓機
構、成品卸料機構、支承工作臺及電氣控制機構六個單元組
成。
儲料分揀機構主要由振動盤、導軌組成;支承工作臺及電氣
控制機構包括主工作臺及3個支承振動的工作臺,主工作臺包含了
電氣控制柜,電氣控制元件置于其里面,在其上面設置有人臉識別
控制面板。
機器的工作單元則主要由夾臂定位推送壓接機構、彈簧按壓
機構、成品卸料機構等三個單元組成。
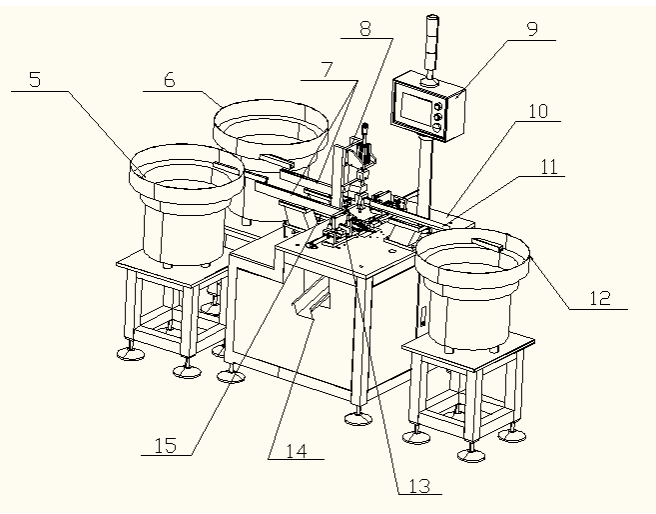
5-夾臂儲料振動盤1;6-夾臂儲料振動盤2;7-送料軌道1;8-彈簧按壓機構1;
9-人臉控制器;10-工作臺與控制柜 11-送料軌道2;12-彈簧儲料振動盤3;13-夾臂定位推送壓接機構;14-出料槽;15-成品卸料機構
圖2 裝配機總成圖
2、工作原理:
首先分別把凸柱夾臂1、凹孔夾臂2和彈簧3放置到儲料振動盤1
(5)、儲料振動盤2(6)和儲料振動盤3(12),每個儲料振動盤
都能最大儲料500件,每個儲料振動盤通過振動把無序的工件變成
設計所要求的方向并有序進入各自的輸送軌道7、11,在振動盤
的振動作用下,分別向前移動送料,每個零件到達送料軌道的末
端,在送料軌道的末端都設有紅外檢測及自動關停裝置進行監控,
只有最前端的零件被夾臂定位推送壓接機構13送入到按壓機構后,
后面的零件才能依次向前輸送。兩個夾臂1、2進入到夾臂定位推送
壓接機構13后,經準確定位后,然后各自的推進氣缸向前推進到預
設的位置,由于兩個氣缸的運動方向相反,所以,凸柱夾臂1的圓
形凸柱就進入到凹孔夾臂2的圓形凹孔,兩個夾臂1和2就連接在一
起,此時彈簧按壓機構8向下按壓彈簧3進入到兩個夾臂中,成品卸
料機構15的氣缸動作,把組裝完好的夾子推出,夾子就掉落到出料
槽14并滑入到盛裝的容器里,一個產品的裝配就完成,夾臂定位推
送壓接機構13、彈簧按壓機構8及成品卸料機構15回程,然后開始
下一個夾子的組裝,依此循環,周而復始的工作。
三、本作品的功能及使用說明
1.作品的功能
(1)作品針對是我們生活中極為常見的的夾子,通過調整限位及
定位推送壓接機構,可以適應不同尺寸規格的夾子,適應的范圍較廣。
(2)組裝一個夾子時間為1秒,效率高。
2.使用說明
(1)本作品使用三相交流電。
(2)根據夾子的尺寸尺寸調整送料軌道寬度,調整限位及定位推送壓接機構,試組裝若干件,確認無誤后進行正式生產。
(3)首先分別往夾臂儲料振動盤及彈簧儲料振動盤加入夾臂和彈
簧,夾臂和彈簧通過儲料振動盤由無序的狀態變成規范的位置進入
到送料機構的導軌里,分別向前移動送料,每個零件到達送料軌道的末端。當凸柱夾臂的圓形凸柱進入到凹孔夾臂的圓形凹孔里
后,兩個夾臂和就連接在一起,此時彈簧按壓機構將向下按壓彈簧
進入到兩個夾臂中,一個夾子的組裝就完成。整個過程全部采用PLC控制技術和紅外傳感探測技術。當每個單元出現漏空現象均會發出報警,此時設備自動停止動作等待檢查。
(4)當出現故障報警后,應切斷電源進行檢查和維修。


